
专业的精密五金零部件制造商
技术为先,质量为本,效益为要,服务至上
专业的精密五金零部件制造商
技术为先,质量为本,效益为要,服务至上
技术为先,质量为本,效益为要,服务至上


精密五金零部件
全国服务咨询热线
0755-81490860
客户评价我们:诚信、品质、高效、专业




半成品合格率
产品合格率
产品出厂合格率
客户满意率
以更高品质、更全产品、更低价格、更快速度满足客户需求




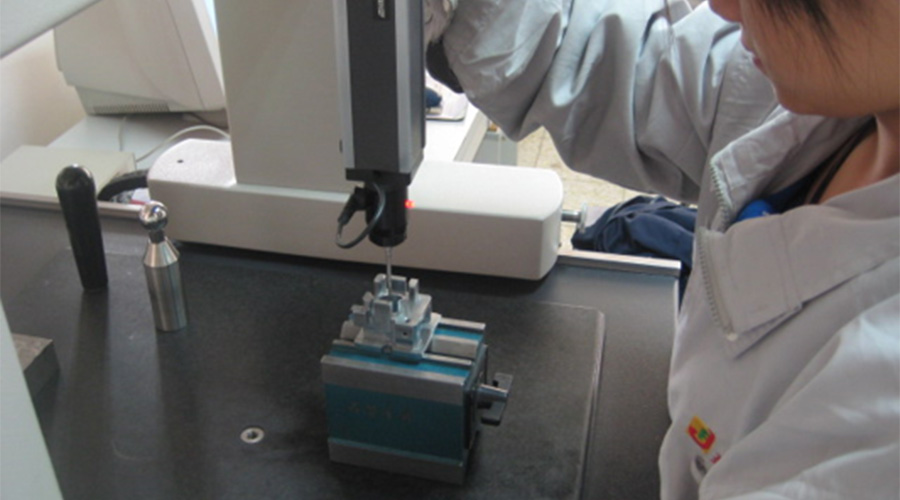
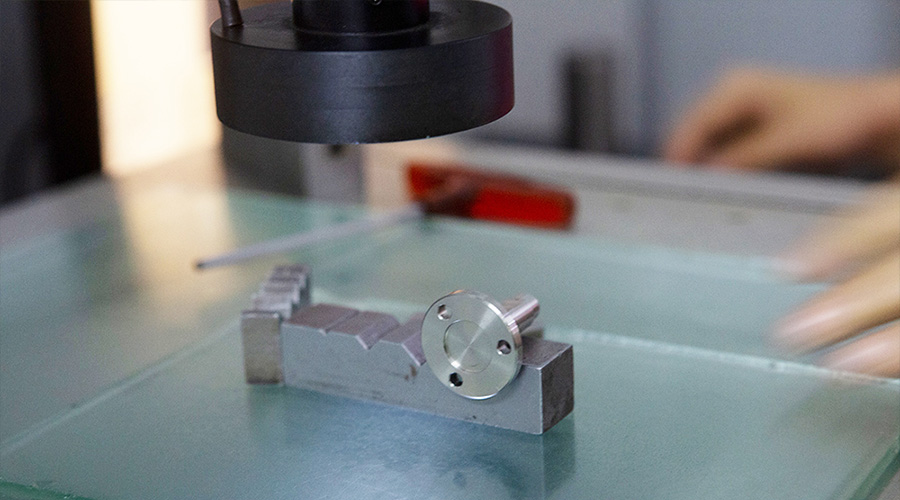
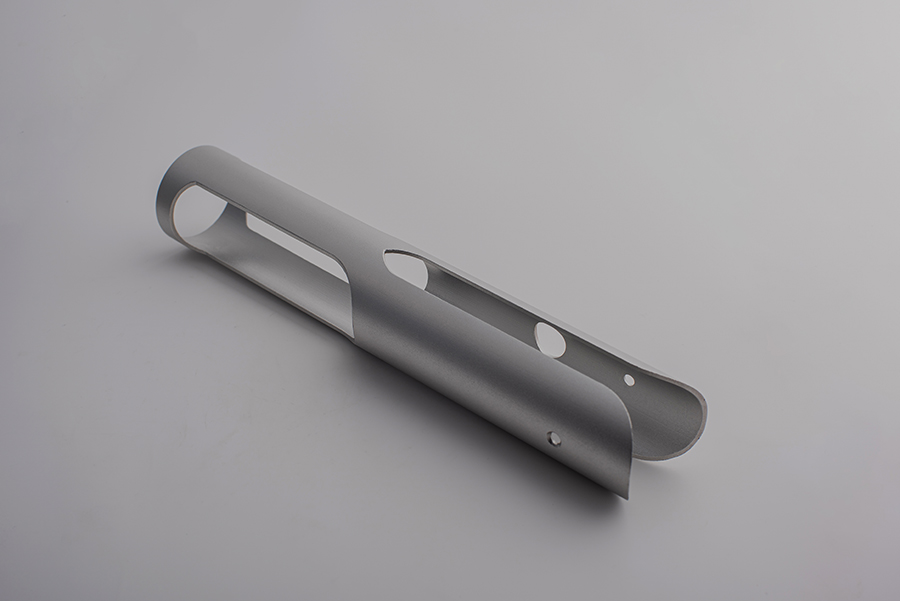
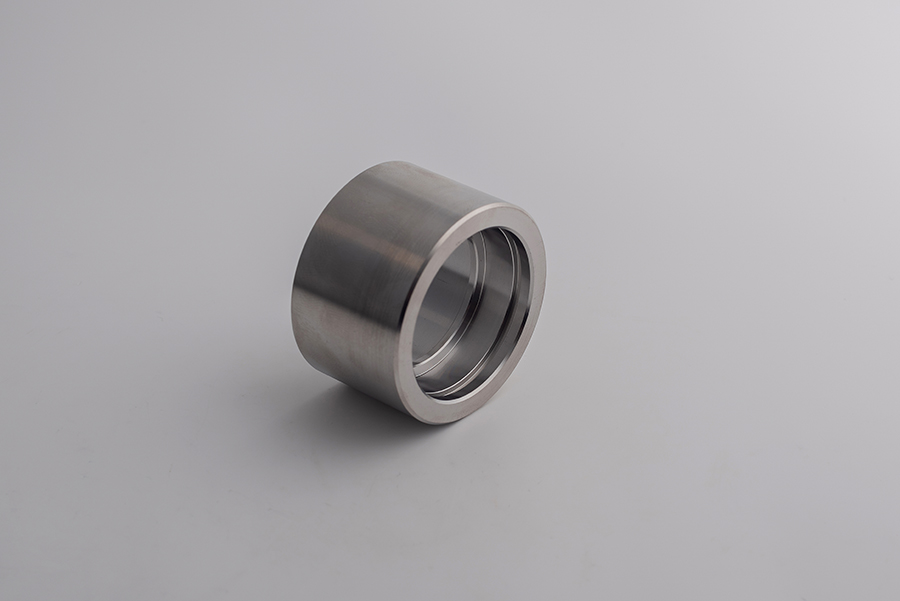
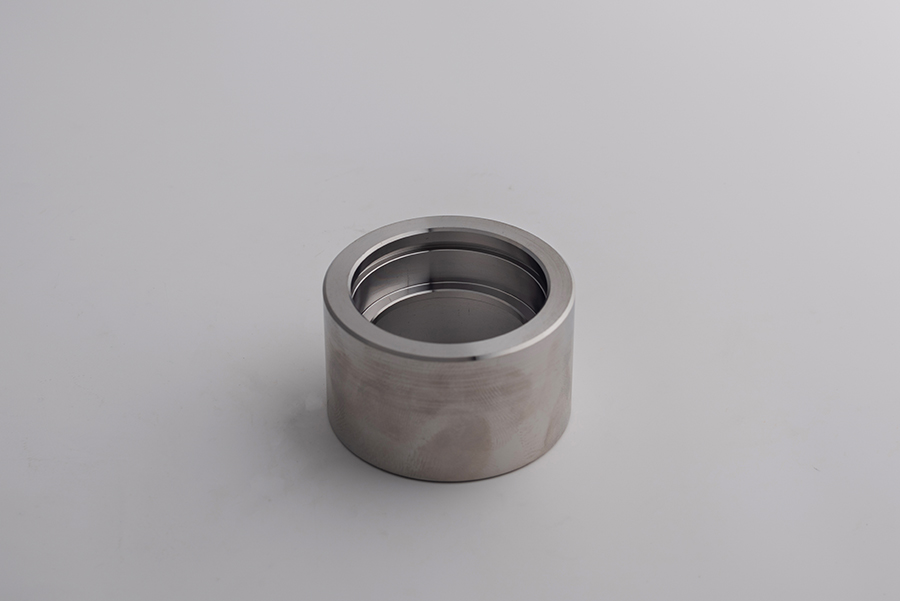
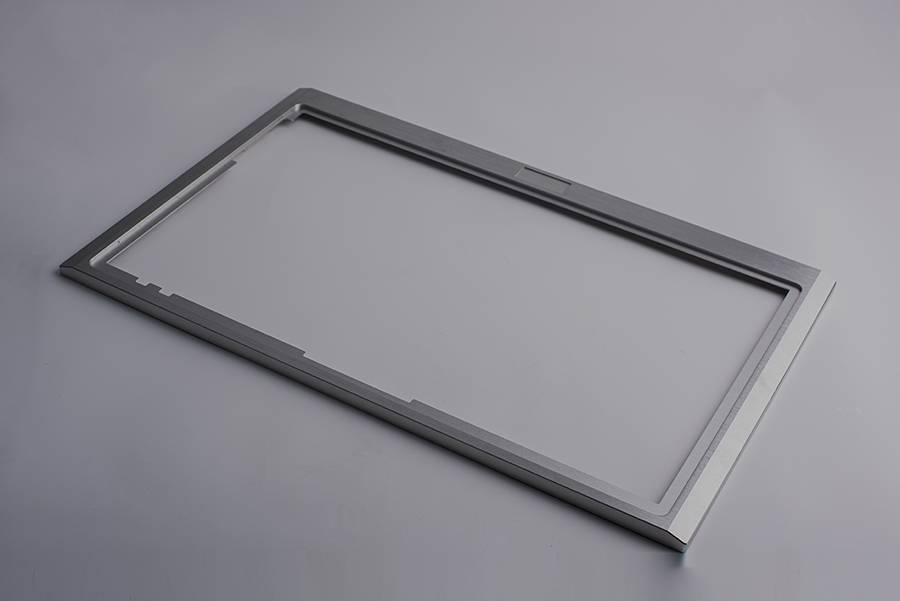
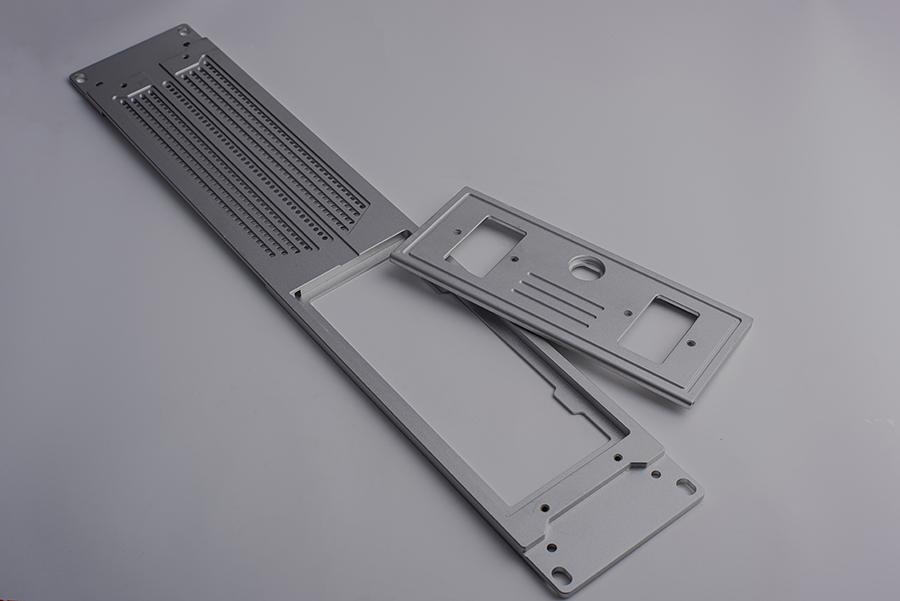
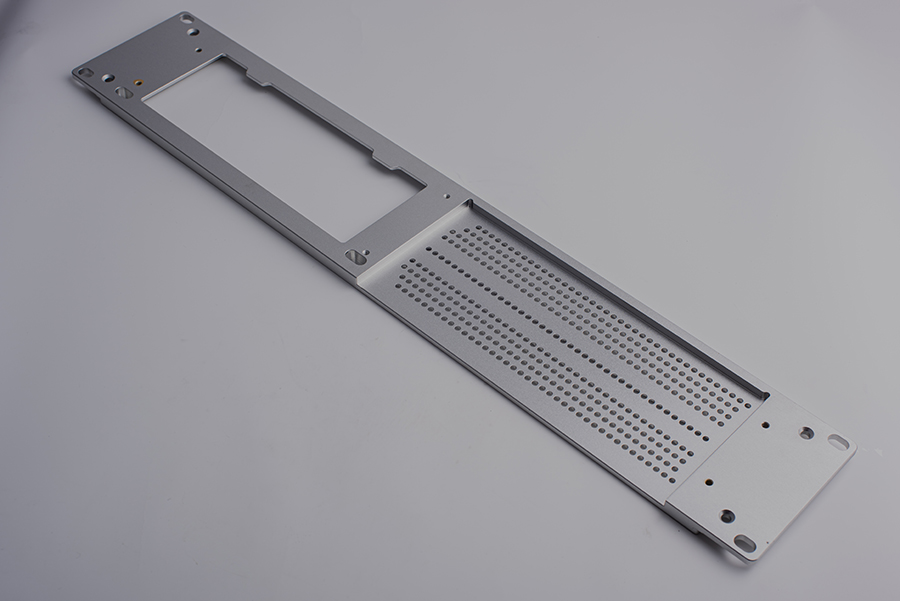
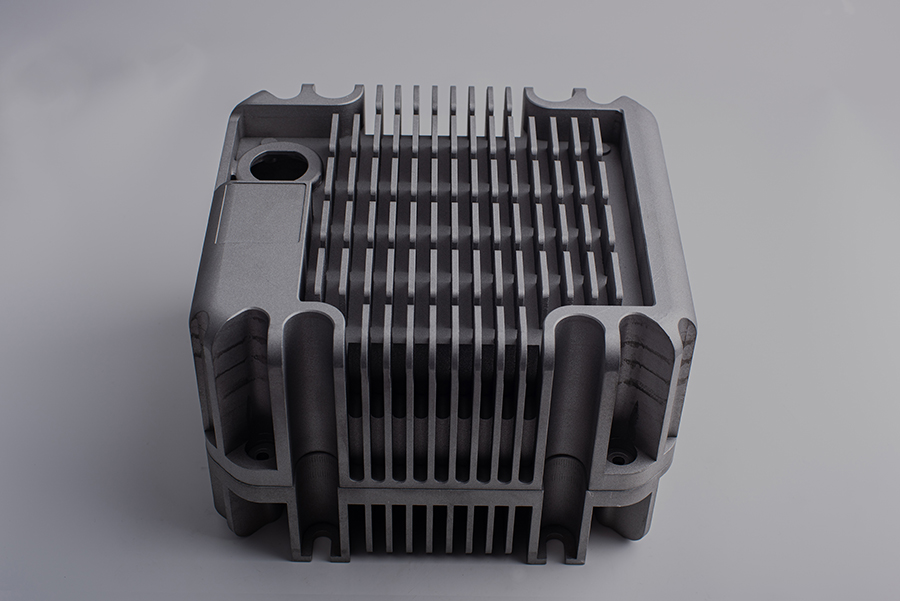
深圳市建荣精密技术有限公司创建于1995年,本公司是专业以日本和台湾进口的自动车床、数控车床、CNC加工中心、无心磨床等设备,为全国各地的厂家提供自动车床加工,数控车床加工,CNC加工。为客户加工生产各种精密五金零件,产品有微型电机轴、家电铜接头、雾化器铜头、汽车五金零件、机械设备零件、电脑电子五金配件、电器五金配件、铝合金手机边框和高端通讯设备零件,渔具、玩具和锁具等五金零件。材质包括:铜、铁、铝、POM(塞钢)以及不锈钢。
本厂现拥有6000多平方米生产工场,来自台湾和日本自动车床70余台,CNC数控车床30余台,CNC加工中心10多台,其它二次加工大小型配套设备200余台,能够承接各行业厂家大批量的零件加工生产,工厂已于2002年通过ISO9001:2000国际质量体系认证,我们拥有几十名技术精湛的五金制造专业技术人员及经验丰富的品质管理人员。我们厂一直追求:“最低成本,最高效率,最佳产品”,争取为客户加工最优质的五金产品。企业本着顾客至上,精益求精的经营理念,凭着优良的品质和快捷的交期,得到广大客户的认可和信赖,加工出去的产品远销海外市场。
公司宗旨:以质取胜,以客为尊,不断改进,力求完善,品质优良,价格合理,信誉第一,客户至上。





















Copyright © 2021 深圳市宝安区松岗建锋五金厂 All Rights Reserved. 粤ICP备05034776号
点
击
隐
藏










































 李先生
李先生